國內石英切割設備生產廠家幾乎沒有,故國內石英產品生產廠家的切割生產設備一般均需進口。因現場環境多粉塵和水汽,故設備電氣控制系統使用壽命很有限。所以需要對設備原裝電氣控制系統進行改造。
一、丹佛斯MCO305運動控制器功能簡介
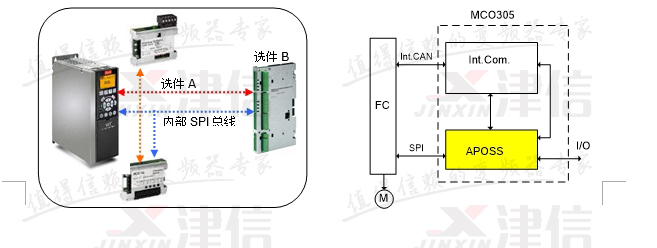
MCO305硬件I/O端口配置:
1、兩個編碼器接口
2、支持增量編碼器,單圈或多圈SSI絕對位置編碼器,Hiperface接口編碼器。
3、10個數字量輸入
4、8個數字量輸出
5、1個RS485通訊口
6、1個CANOpen通訊口
7、另外還可以利用變頻器本體的全部資源。
系統內部有兩條通訊總線,一條是SPI總線,速度較高,專門用于傳遞編碼器信號和變頻器速度給點指令;另一條是CAN總線,處理相對來說響應要求不高的數據和指令。
二、MCO305定位控制功能
“定位”一詞基本上是指將主軸移動到特定位置。為了獲得精確定位,必須要用一個閉環系統并根據來自編碼器的位置反饋來控制實際位置。在使用閉環定位控制器進行定位時將需要:設置速度、加速度、減速度和目標位置;隨后會根據主軸的實際位置以及上述參數計算出速度分布圖;主軸按照速度分布圖移動,直到抵達目標位置。MCO305主要提供了三種定位類型:絕對定位、相對定位和接觸探針定位。
三、石英切割機的技術要求
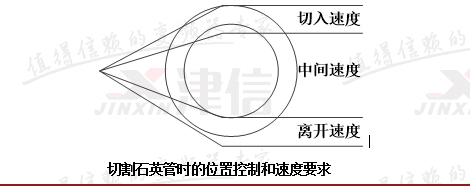
石英切割機有三個控制部分構成:切刀旋轉控制、切刀位置控制和送料位置控制。切刀旋轉控制只要速度可調即可;切刀位置控制需要在切割石英管或石英棒的過程中控制其位置和不同段內的速度,首先要保證切割產品的刀口質量,同時要提高生產效率;送料位置控制需要每次往前送設定長度的石英管或石英棒,精度要求0.2毫米。
 四、 原系統配置概述
四、 原系統配置概述
原電氣系統采用SEW的全套產品。這次改造項目替換掉了SEW的三個變頻器和兩個運動控制器。切刀位置控制的編碼器是正余弦編碼器,送料位置控制的編碼器是長線驅動編碼器,MCO305運動控制卡可以接這兩種接口的編碼器,故原系統的外圍設備不需要更換調整。編碼器安裝位置在電機軸端,但減速機輸出側采用同步帶傳動,故不存在傳動環節影響定位精度的可能。
五、 改造后系統配置
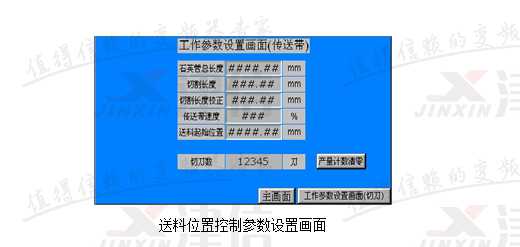
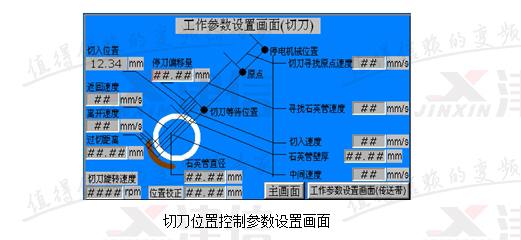
改造系統采用三臺Danfoss變頻器和兩塊MCO305,以及一個臺達HMI。系統采用RS485通訊。主機旋轉采用4kW變頻器直接拖動,通過HMI直接設定其運行頻率。送料位置控制參數如下圖所示。這些參數在變頻器第19組參數開放出來,之所以采用HMI,主要是為了方便用戶進行操作。
采用圖示方法將比較復雜的切刀位置控制參數簡潔明了了展示在用戶面前,降低了用戶的使用難度。
 六、結束語:
六、結束語:
現場實際運行證明MCO305定位控制功能加上帶有編碼器反饋的異步電機拖動系統,可以很好的達到原設備的功能和生產要求。